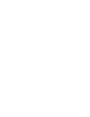
Foundry

Low, medium, and high volume production
Fine grained, uniform, and reproducible microstructure
Tighter grain boundary resulting in higher conductivity – minimum 99% IACS
Superior surface finish
High-end mechanical properties
Low, medium, and high volume production
Fine grained, uniform, and reproducible microstructure
Tighter grain boundary resulting in higher conductivity – minimum 99% IACS
Superior surface finish
High-end mechanical properties

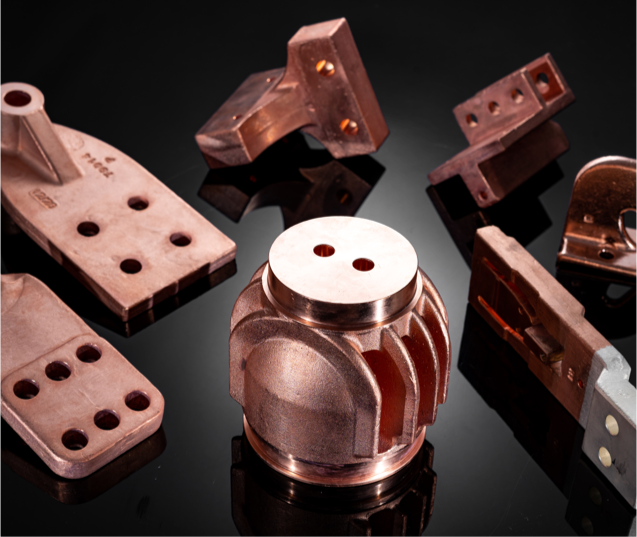
Ability to cast regular shapes and certain irregular configurations in long tubular form, which is difficult for other casting methods
Fine grained, uniform, and reproducible microstructure
Continuous cast material is consistently dense and homogeneous in structure, and therefore, well-suited for pressure applications
Various profiles like squares, rectangles, triangles, polygons, and any other symmetrical shaped profiles can be cast
Straight, true, and concentric product for high-speed bar machines
Ability to cast regular shapes and certain irregular configurations in long tubular form, which is difficult for other casting methods

Fine grained, uniform, and reproducible microstructure
Continuous cast material is consistently dense and homogeneous in structure, and therefore, well-suited for pressure applications
Various profiles like squares, rectangles, triangles, polygons, and any other symmetrical shaped profiles can be cast
Straight, true, and concentric product for high-speed bar machines

Complex shapes and intricate details can be cast easily
Large selection of alloy grades to choose from
Mass production with automated production process
Thin section can be cast
Fine grain microstructure
Complex shapes and intricate details can be cast easily
Large selection of alloy grades to choose from
Mass production with automated production process
Thin section can be cast
Fine grain microstructure